
Los símbolos de mecanizado en dibujo técnico son esenciales, pues permiten establecer un lenguaje común entre todos los intermediarios en el proceso de fabricación de una pieza.
En concreto, el fabricante encargado de cada pieza sabrá interpretar los símbolos de mecanizado en dibujo técnico estipulados por el diseñador, quien habrá indicado todos los datos y señalética necesaria para la correcta fabricación.
Al mismo tiempo, el proceso de elaboración determinará la calidad de la superficie de una pieza, que será diferente en función de la estética que se quiera conseguir para ella y, sobre todo, según la finalidad para la que dicha pieza esté destinada. En este caso, los signos superficiales son claves para determinar este acabado.
Pero dicho así, su entendimiento puede resultar abrumador. Por eso, con este post, vamos a explicarte ampliamente todo lo relacionado con los signos superficiales, y te enseñaremos a interpretar estos símbolos de mecanizado en dibujo técnico.
Contents
¿Qué son los signos superficiales?
Dentro de los símbolos de mecanizado en dibujo técnico, los signos superficiales son las muestras gráficas que identifican las características de las terminaciones, o el estado superficial, que puede darse a una pieza durante el proceso de fabricación.
Acabado que se establece en función a la apariencia final que se quiera conseguir, y según cuál sea la aplicación de destino de la pieza. De esta forma, se utilizarán diferentes procesos de mecanizado según el acabado superficial que se busque adquirir pues, cada herramienta o maquinaria ejerce sobre la pieza diferentes irregularidades.
¿El resultado? Piezas con tratamientos especiales, otras donde se distinguen las marcas de las herramientas con las que se ha manipulado, otras piezas más brillantes y pulidas o, incluso, piezas con huellas más profundas.
Y, sin duda, este trabajo no sería posible sin materializar las indicaciones que destinan los diseñadores a los encargados de la fabricación de las piezas, por medio de los símbolos de mecanizado en dibujo técnico.
Tipos de superficies según su función
Existe una clasificación que establece el tipo de superficie de una pieza según cual sea su finalidad, a saber:
- Superficies libres: el acabado para estas piezas corresponde, puramente, a fines estéticos, ya que no tienen una finalidad en especial. Su tratamiento no es tan minucioso y no suelen mecanizarse, aunque a veces pueden recibir un tratamiento especial.
- Superficies funcionales: la calidad de estas superficies son las que más detalle y exigencia deben tener, ya que de ello dependerá el correcto funcionamiento de las piezas, las cuales que pueden incluso estar en contacto directo con otras.
- Superficies de apoyo: como bien indica su nombre, se trata de piezas cuya finalidad es proporcionar un apoyo. Por ello, deben ser superficies regulares y desbastadas.
Tipos de superficie según el proceso de fabricación
Si atendemos al apartado anterior, se puede deducir que, según la funcionalidad de las piezas, estas requieren mayor o menor tratamiento. De esta forma, la superficie de las piezas también puede catalogarse según su proceso de fabricación. En concreto pueden ser:
- Superficies en bruto: son aquellas piezas que no requieren un tratamiento tras su fabricación.
- Superficies mecanizadas: una vez fabricadas, estas piezas requieren tratamientos para dotarlas de un mejor acabado, mediante algún tipo de mecanizado.
El concepto de rugosidad para los signos superficiales
Las características del acabado de una pieza pueden definirse por medio del símbolo de la rugosidad. Un concepto que se emplea para indicar el nivel de irregularidades o huellas que se aprecian sobre la superficie de la pieza.
La medida de la rugosidad es la micra, cuya unidad equivale a 0,001 mm, y ésta se mide por medio de un aparato llamado rugosímetro. Dicho esto, sin duda, la rugosidad debe quedar adecuadamente señalizada sobre los dibujos técnicos de la pieza.
Para ello, se utilizan una serie de valores numéricos y símbolos de mecanizado en dibujo técnico, determinados según las normas de calidad, y que difieren según el país donde se elabore la pieza.
Tabla de valores de la rugosidad para los signos superficiales
Estos son los valores que se pueden encontrar sobre plano en referencia a la rugosidad:
|
Valor de la rugosidad |
Número de calidades de rugosidad (según Norma Norma ISO 1302) |
|
| milímetros | pulgadas | – |
| 50 | 2000 | N12 |
| 25 | 1000 | N11 |
| 12,5 | 500 | N10 |
| 6,3 | 250 | N9 |
| 3,2 | 125 | N8 |
| 1,6 | 63 | N7 |
| 0,8 | 32 | N6 |
| 0,4 | 16 | N5 |
| 0,2 | 8 | N4 |
| 0,1 | 4 | N3 |
| 0,05 | 2 | N2 |
| 0,025 | 1 |
N1 |
Aprovechamos este apartado para decir que es necesario que, los símbolos de mecanizado en dibujo técnico, puedan leerse desde la base o la derecha del dibujo, salvo en los casos que no puedan orientarse de esta forma, o no lleven indicaciones (más allá del valor la rugosidad).
En este caso, se podrían representar en la posición que se considere oportuna, salvo el valor de la rugosidad, que si debe orientarse en la posición correcta.
Los nuevos signos de mecanizado en dibujo técnico
En lo referente a las normas europeas, la nueva normativa o UNE 1-037-75 – ISO 1032 erradica la antigua tabla de valores, y establece un único símbolo, o signo básico, sobre el cual se deben ir colocando las diferentes indicaciones, para determinar la calidad de la superficie de la pieza.
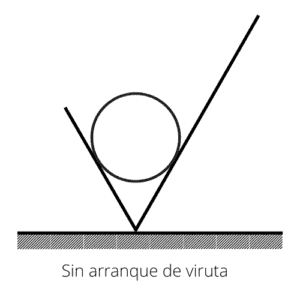 |
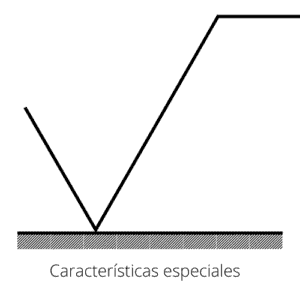
En cambio, si no es por medio de arranque de viruta, se cambia el tramo horizontal por un círculo sobre el símbolo base. Y, como cuarta opción, cuando se considere necesario, por parte del diseñador, indicar el procedimiento a seguir o características especiales de la superficie, se añade un tramo horizontal, sobre el trazo más largo del símbolo base. |
|
|
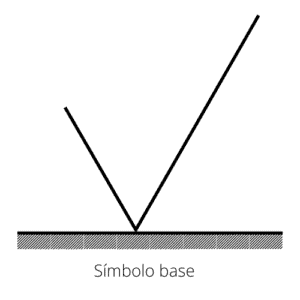
El símbolo base consiste en un triángulo, con el vértice hacia abajo, y dos trazos desiguales, con una inclinación de 60º con respecto a la línea recta, que representa la superficie. |
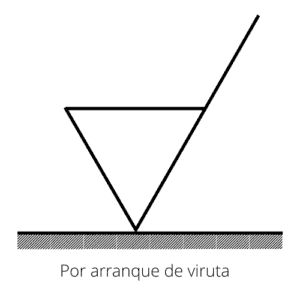 |
Este signo en sí, no tiene ningún significado, pero si lo irá teniendo a medida que se le añadan otros trazos. Por ejemplo, cuando la pieza requiera de un mecanizado por arranque de viruta, al símbolo base se le añade una línea horizontal. |
 |
Sobre ese trazo horizontal, se añaden las indicaciones que deberá seguir el encargado de fabricación de la pieza. Así mismo, estas indicaciones se representan mediante una serie de valores numéricos o símbolos. |
Especificaciones numéricas sobre el signo base
A la hora de establecer especificaciones para indicar al fabricante de la pieza cuál debe ser el estado de la superficie, esta debe ser la forma de hacerlo:
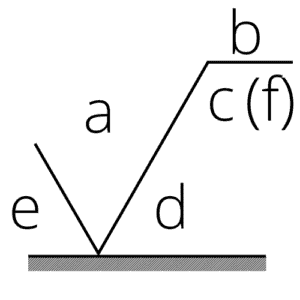
- Este valor representa la rugosidad Ra, que se expresa en µ (micras), o con el símbolo de la clase de rugosidad (que oscila de N1 a N12). Así mismo, si solo se observa un único número, este se refiere al valor máximo permitido para la rugosidad de la superficie. En cambio, si aparecen dos valores, hace referencia al límite máximo, en la parte superior, y al mínimo en la inferior.
- Indica el tratamiento o proceso de mecanizado que ha de aplicarse a la superficie.
- Hace referencia a la longitud básica, que debe asignarse según los valores establecidos en la serie dada por la norma UNE 66500, a saber: 0.08; 0.25; 0.8; 2.5; 8; 25 mm.
- Indica la dirección de las estrías u orientación de las rugosidades predominante, que se obtendrá durante el proceso de mecanizado, y que se refleja a través de símbolos (que explicamos en el siguiente apartado).
- Este valor corresponde al de la tolerancia, o sobremedida de mecanizado, y se expresa en milímetros.
- Para indicar otros valores de la rugosidad, y se marca entre paréntesis.
Dirección de las rugosidades sobre el signo base
Los símbolos para indicar la orientación de las rugosidades predominantes en la pieza son:
|
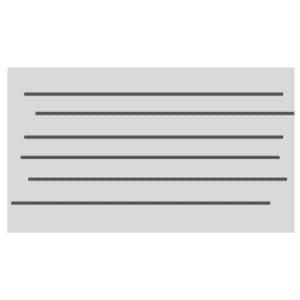
= |
La dirección de los surcos debe ser paralela al plano. |
 |
|
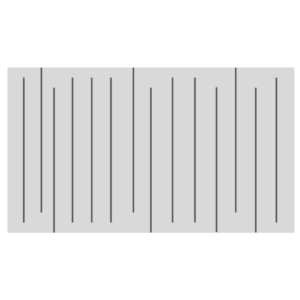
T invertida |
La orientación de las rugosidades debe ser perpendicular al plano. |
 |
|
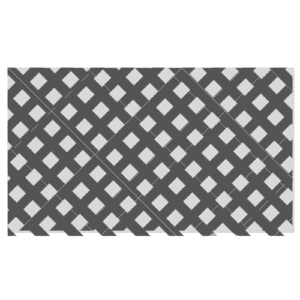
X |
Dirección cruzada en dos direcciones oblicuas en relación al plano. |
 |
|
M |
Dirección multidireccional. |
|
|
C |
Debe ser lo más circular posible con respecto al centro de la superficie. |
 |
|
R |
Aproximadamente radial con respecto al centro de la superficie. |
 |
|
P |
Los surcos son en particular, no direccionales o protuberantes. |
|

Cabe destacar que será la elección de un método concreto de mecanizado, o herramienta de corte, lo que genere cada tipo de orientación. Así mismo, estas irregularidades pueden presentarse en forma de grietas, ralladuras o algún defecto de este estilo.
Especialistas en mecanizado de piezas
En Grumeber somos especialistas en mecanizado, decoletaje y grabado láser de piezas en Barcelona. Disponemos de toda la maquinaria necesaria, así como de un equipo de profesionales debidamente capacitados, para proceder con el diseño y fabricación de cualquier tipo de pieza que puedas necesitar.
Si has llegado hasta el final de nuestro post, queremos agradecerte que nos hayas acompañado, y esperamos que te haya servido de utilidad esta información sobre los símbolos de acabado superficial en dibujo técnico.
Además, si te interesa este tipo de contenido, queremos aprovechar para ofrecerte artículos relacionados con la temática, y que creemos que pueden resultarte de interés:
✅ Técnicas de mecanizado de piezas.
✅ Diferentes tipos de mecanizados especiales: parte 1 y parte 2.